Бакар је заиста свестрани метал. Бакар има природно леп, сјајан финиш, што га чини идеалним за уметничко дело, кухињски прибор, кухињске позадине, псовке, па чак и накит. Такође има одлична материјална и електрична својства за инжењерске сложене делове као што су ЕДМ електроде.

Много је користи за употребу бакра за обрађене делове. Бакар је један од најстаријих метала на свету, са високом отпорношћу на корозију и добру електричну и топлотну проводљивост. У овом чланку ћемо расправљати о методама обраде, разматрања дизајна и захтевима за обраду бакра и легура бакра који превазилазе естетске користи.
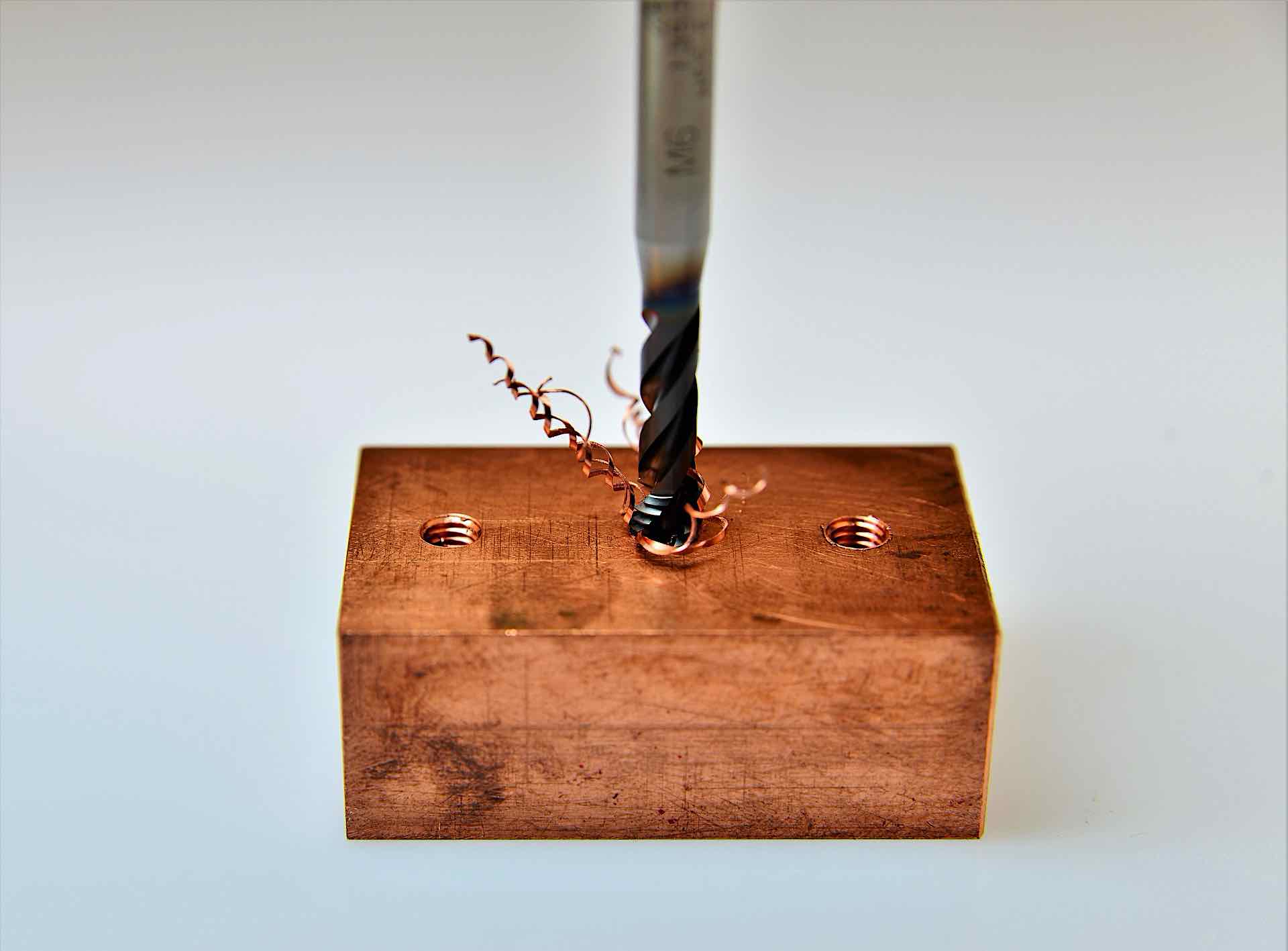
Технологија обраде бакра
Чисти бакар је тежак за машину због велике дуктилности, пластичности и жилавости. Легирајући бакар побољшава његову обраду и чак олакшава легуре бакра више од већине других металних материјала. Већина максљеђених бакрених делова израђена је од бакра легираних цинком, калајем, алуминијумом, силицијумом и / или никлом. Ове легуре захтевају далеко мање силе сечења од обраде челика или легуре алуминијума еквивалентне снаге.
ЦНЦ глодање
Легуре бакра могу се обрадити помоћу различитих техника. Глодање ЦНЦ-а је аутоматизовани процес обраде који користи рачунарску контролу да управља кретањем и рад више тајних алата за резање са више тачака. Како се алати окрећу и крећу се преко површине радног дела, полако уклањају вишак материјала за постизање жељеног облика и величине. Глодање се може користити за креирање различитих карактеристика дизајна као што су жљебови, прорези, џепови, рупе, слотови, профили и станови.
 Ево неколико смерница за глодање ЦНЦ-а бакра или легуре бакра:
Ево неколико смерница за глодање ЦНЦ-а бакра или легуре бакра:
► Хоммонични материјали за сечење су групе за карбидне апликације као што су Н10 и Н20 и ГСС разреде
►Оу можете смањити брзину сечења за 10%, што повећава живот алата
►Када глодање бакра бакала легуре са ливеним кожима, смањите брзину сечења за 15% за алате за групу карбида и 20% за алате ХСС оцене
ЦНЦ се окреће
Друга техника обраде бакра је ЦНЦ окретање, где алат остаје непомичан док се радни комад креће да створи жељени облик. ЦНЦ окретање је обрадни систем погодан за производњу многих електронских и механичких делова.
Много је користи за коришћење ЦНЦ-а, укључујући економичност, прецизност и повећану брзину производње. Пажљиво разматрање брзине је посебно важно када је окретање бакарних дела, јер је бакар одличан проводник топлоте и генерише више топлоте од осталих материјала, који могу временом да повећа хабање алата.
Ево неких савета за ЦНЦ окретање бакра или легура бакра:
► Поставите угао ивице алата у опсегу од 70 ° до 95 °
►Софтер бампери који се лако размазују захтевају отприлике 90 °
► Дневник сечења и смањеног угла алата смањује стрес на алату, повећавајући век алата и брзину сечења
► Угао између главних и мањих ивица сечења (угао укључених алата) омогућава алату да издржи веће механичке оптерећења и резултира нижим термичким стресом
Разматрање дизајна
Постоји неколико фактора који треба узети у обзир приликом дизајнирања са бакреним деловима. Генерално, бакар треба да користите само када је то потребно, јер је бакар скупи и често није неопходно да се цео део бакра. Добар дизајн користи мали део бакра да максимизира своја необична својства.

Ево неколико уобичајених разлога за избор делова бакарне или бакрене легуре:
► Хигх отпорност на корозију
► Високо електрично и топлотно проводљивост за лако лемљење
► Високо дуктилност
► Велика легура машине
Изаберите исправну оцену материјала
Одабир исправне класе бакра за вашу пријаву је веома важно током фазе дизајна. На пример, користећи чисти бакар за потпуно механичке делове није само тежак већ и неекономичан. Ц101 (чисти бакар) је дужнији због чистоће (99,99% бакра), али мање израде, док је Ц110 генерално лакше обрађивати и стога исплативији. Стога одабир одговарајуће материјалне оцене зависи од некретнина која су пресудна за функционалност дизајна.
Дизајн за производњу
Без обзира који материјал који користите, ДФМ би увек требало да дође прво. На ФИЦТИВ-у, препоручујемо да држите толеранције што је могуће широм могуће, а задржати функционалност функционалност Ваша апликација захтева. Такође, најбоље је ограничити димензионалне инспекције, избегавајте дубоке џепове са малим радијутом и ограничите број подешавања дела.
Без обзира који материјал који користите, ДФМ би увек требало да буде ваш први избор. Препоручујемо да толеранције држите што широм могуће, уз задржавање функционалности која захтева вашу пријаву. Такође, најбоље је ограничити димензионалне инспекције, избегавати дубоке утора са малим радијутом и ограничити број подешавања дела.
Овде су посебно неке специфичне најбоље праксе приликом дизајнирања бакрених делова:
►Миталите минималну дебљину зида од 0,5 мм
► максимална величина дела за глодање ЦНЦ је 1200 * 500 * 152 мм, а максимална величина дела за ЦНЦ окретање је 152 * 394 мм
►За подрезанећи, држите квадратни профил, пуни радијус или профил Доветаил
Готов бакар
Након завршетка обраде, постоји низ фактора који треба узети у обзир приликом одлучивања који је процес најбољи за ваше потребе. Први корак у контроли површине је током процеса обраде ЦНЦ-а. Одређени параметри обраде ЦНЦ-а могу се контролисати да би се променило квалитет површине обрађеног дела, на пример, радијус носа или радијуса алата.

За легуре меких бакра и чистог бакра, квалитет финише директно и у великој мјери на радијусу носа. Радијус носа треба да се минимизира да спречи примену мекших метала и да смањи храпавост површине. То ради вишу квалитетну површину исечену површину, јер мањи радијус носа смањује трагове за напајање. У поређењу са традиционалним алатима за радијус носа, уметници брисача су алат избора јер могу побољшати површинску завршну обраду без промене стопе хране.
Такође можете постићи захтеве за завршну обраду са накнадом за обраду:
►Мантуални полирање - иако је радно интензивно полирање производи атрактиван финиш
►Медиа пескарство - ово ствара чак и матицу и скрива мале несавршености.
►Електрополирање - одлично за завршни бакар због њене невероватне проводљивости, уљепшава бакар.
---------------------------------------------------------------------------------------------------END-----------------------------------------------------------------------------------




